
 EN
EN

 English
English 中文简体
中文简体



Don't hesitate to send a message
Don't hesitate to send a message

PE siphon drainage pipe series is a new type of drainage system widely used in many fields such as construction, municipal administration, and agriculture in recent years. Its core lies in the efficient use of the siphon principle to achieve a fast and economical drainage solution.
1. High strength and long life: HDPE pipes are made of high-quality raw materials, have high mechanical strength and toughness, can withstand external pressure, and have a service life of more than 50 years, reducing maintenance costs.
2. Efficient siphon principle: HDPE siphon drainage pipes use the potential energy of the building to form a vacuum through a special siphon design to achieve rapid drainage without external energy support, saving a lot of energy costs.
3. Multifunctional integration: HDPE siphon pipes are not only suitable for single drainage scenarios, but can also be integrated with other systems, such as rainwater collection systems, irrigation systems, etc., to achieve a multifunctional integrated design.
4. Multifunctional drainage: HDPE siphon pipes provide a variety of specifications and models according to different application scenarios and needs, suitable for building drainage, municipal drainage, farmland irrigation, industrial drainage, ground source heat pump systems, aquaculture water tank pipes, negative pressure drainage systems, etc.

HDPE siphon pipe is made of high-density polyethylene (HDPE) material, which has excellent...


News and information
2026-07-17
What are the uses of PE hot-melt pipe fittings?
2026-07-10
What are PE hot-melt pipe fittings?
2026-07-03
What are the uses of HDPE Electrofusion Fittings?
2026-06-26
What is a PE siphon drainage pipe?
2026-06-19
What are the most common connection methods for HDPE Electrofusion Fittings?
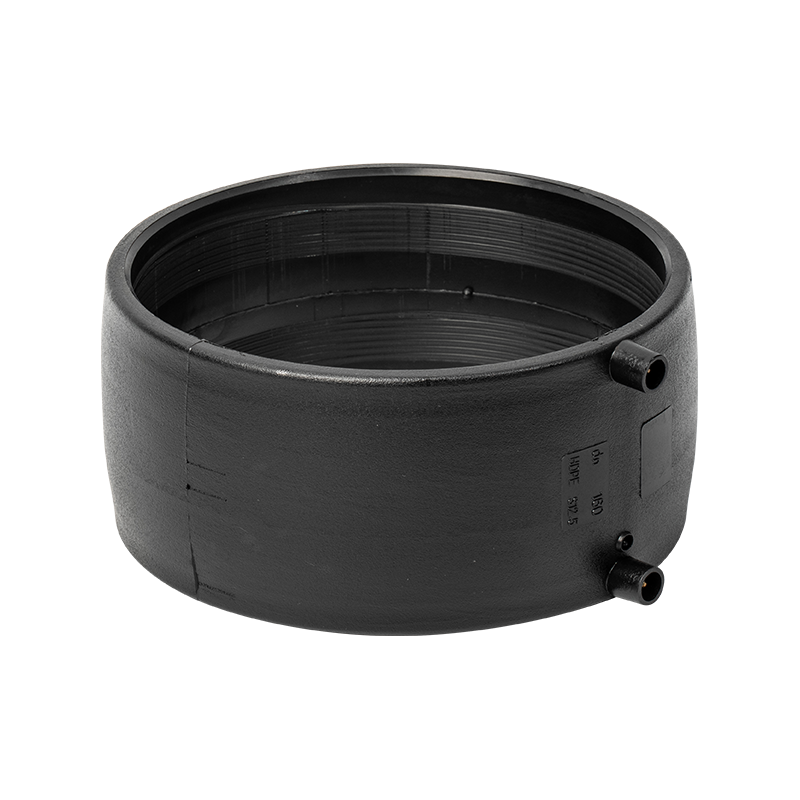
PE siphonic drainage pipe primarily refers to pipes and fittings made from high-density polyethylene (HDPE) and used in siphonic drainage systems. Compared to traditional gravity drainage systems, HDPE siphonic systems utilize the building's potential energy and a unique pipe network design to generate negative pressure at the end of the pipe (the siphon effect) when the pipe is full, achieving efficient drainage that far exceeds gravity flow rates.
1. High-Efficiency Siphon Principle (Negative Pressure Drainage)
Working Mechanism: When rainfall intensity reaches the design requirement, a specially designed siphonic rainwater bucket effectively prevents air from entering, allowing the pipe to reach full flow in a short period of time. Water falls from a height under the force of gravity, forming a continuous column. This creates negative pressure within the pipe system (the siphon effect), driving the water out at an extremely rapid rate.
Advantages: Fast drainage: Far exceeding traditional gravity flow.
Space Saving: Horizontal pipe sections require no slope (or only a slight slope), or smaller pipe diameters can meet drainage requirements, significantly reducing ceiling space usage and improving building space utilization.
Flexible Piping Layout: Piping routes are not restricted by slopes, facilitating piping layouts on large, complex roofs and industrial plants.
2. Product Performance and Durability
Exquisite Materials and Craftsmanship: Our company employs professional technicians and state-of-the-art pipe processing equipment. Our products utilize high-quality domestic and international pipe materials, ensuring the HDPE pipes possess excellent physical and chemical properties.
High Strength and Long Life: The pipes possess high mechanical strength and toughness, capable of withstanding certain external pressures and impacts. Their service life typically exceeds 50 years, reducing maintenance costs.
Corrosion Resistance: Excellent resistance to common chemicals, such as acids and alkalis, makes them suitable for versatile drainage needs in specialized applications such as industrial and chemical industries.
Impact Resistance and Flexibility: The pipes offer excellent flexibility and impact resistance, resisting brittle fractures. They also feature reliable connections (typically using hot-melt connections), effectively resisting ground subsidence or minor displacement, and a reliable leak-proof design.
Wide Temperature Range: They can be used between -40°C and 60°C, adapting to climate variations in different regions.
PE siphonic drainage pipes are widely used in a variety of fields due to their high efficiency and cost-effectiveness:
Building Drainage/Roof Drainage (Core Application): Primarily used in siphonic roof drainage systems for large, flat roofs and complex roofs such as large public buildings, industrial plants, warehouses, stadiums, and transportation hubs. They are key to achieving rapid drainage during heavy rainstorms.
Municipal Drainage: They can be used in some municipal drainage projects, particularly in areas with high pipeline depth and space requirements.
Industrial and Commercial Facilities: They are suitable for locations such as chemical plants, laboratories, and commercial complexes where drainage efficiency and corrosion resistance are critical.
Geothermal Heat Pump Systems: In some geothermal heat pump piping systems, it is also chosen for its pressure resistance and connection reliability.
Multifunctional Integration: As you mentioned, it is also an ideal transport medium for multifunctional integrated designs such as rainwater collection and irrigation systems.
With the acceleration of urbanization and the increase in extreme weather events, the requirements for urban drainage systems are continuously increasing. As a representative of modern, efficient drainage systems, PE siphonic drainage pipe continues to see growing market demand due to its flexible design, simple installation, space-saving design, and efficient siphoning.
To meet market demand for high-quality products, our company actively introduces new technologies, adheres to a development strategy of independent research and development, and pioneering innovation, continuously improving and providing product quality, striving for excellence in product quality, and dedicatedly serving our customers. We regard high-quality service as the lifeblood of our company. To ensure that our customers enjoy a comprehensive range of supporting services, comprehensive technical consultation, and after-sales service, we are committed to providing customers with comprehensive drainage solutions to ensure efficient and reliable projects.
 General Manager Mr.Song +86-18868665013 / Miss Zhou +86-13757458992
General Manager Mr.Song +86-18868665013 / Miss Zhou +86-13757458992 International Sales Manager: Jim Yao +86-18968349877
International Sales Manager: Jim Yao +86-18968349877 +86-574-62939789
+86-574-62939789 Wechat/WhatsApp: +86-18968349877
Wechat/WhatsApp: +86-18968349877 [email protected]; [email protected]
[email protected]; [email protected] No. 147 Dushan, Sanqi Town, Yuyao City, Zhejiang Province
No. 147 Dushan, Sanqi Town, Yuyao City, Zhejiang ProvinceCopyright © Ningbo Heqi Pipe Co., Ltd. All rights reserved. HDPE Electrofusion Fittings Manufacturer
